Изготовлена партия гидравлических и пневматических комплектующих по ГОСТ 13957-74, ГОСТ 13974-74,
ГОСТ 13976-74, ГОСТ 13956-74, ГОСТ 20195-74, ГОСТ 20188-74, ГОСТ 20199-74,ГОСТ 20197-74, ГОСТ 13964-74.
Стальные фитинги применяют для соединения гидравлических и пневматических систем, для трубопроводов нефти и газа.
+7 (495) 223-64-73
+7 (495) 726-11-08
E-mail: air2013@yandex.ru
Телефон для связи : WhatsApp.
1.Гайка накидная 12-22А ГОСТ 13957-74;
2.Гайка накидная 8-22А ГОСТ 13957-74;
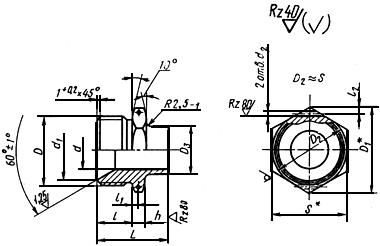
3.Заглушка 2-К 1/4-22А ГОСТ 13974-74;
4.Крышка 2-12-13А ГОСТ 13976-74;
5.Ниппель 1-12-12А ГОСТ 13956-74;
6.Ниппель 1-8-12А ГОСТ 13956-74;
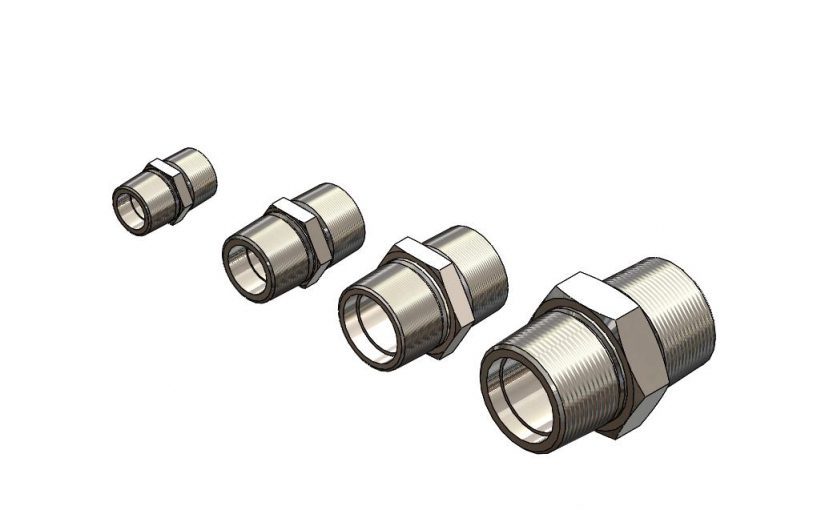
7.Проходник ввертной 12-13 ГОСТ 20195-74;
8.Проходник ввертной 12-13А ГОСТ 20195-74;
9.Проходник ввертной 8-13А ГОСТ 20195-74;
10.Проходник прямой 12-13А ГОСТ 20188-74;
11.Тройник ввертной 2-12-78-13А ГОСТ 20199-74;
12.Тройник проходной 12-13А ГОСТ 13964-74;
13.Угольник ввертной 1-12-47-13А ГОСТ 20197-74;
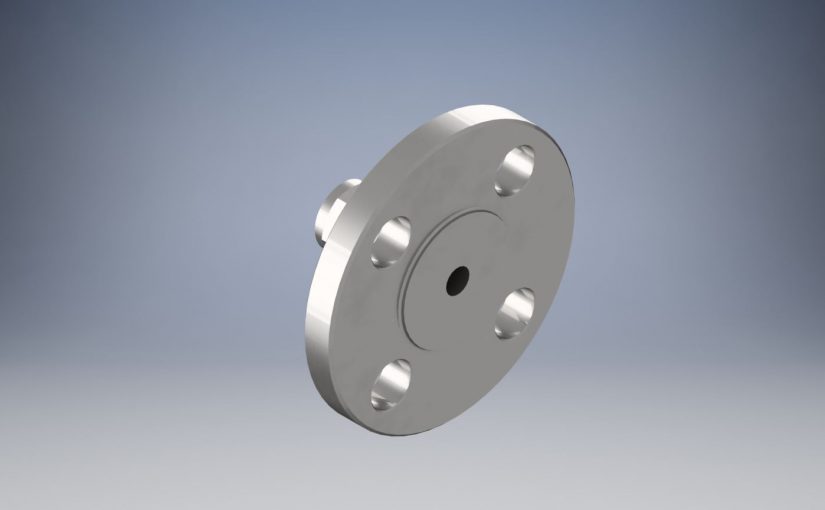
14.Угольник фланцевый 1-12-13 ГОСТ 20189-74;
| Наименование | English Name | Стандарт | Материал | Основные размеры | Масса (на 100 шт, кг, если не указано иное) | Источник |
|---|---|---|---|---|---|---|
| Гайка накидная 12-22А | Union nut | ГОСТ 13957-74 | Сталь 45 | Наружный диаметр трубы: 12 мм, резьба M20x1.5 (предполагаемо), S=22 мм | 4.55 (сталь) |
Гайка 10-12А ГОСТ 13957-74 | Завод производитель
|
| Гайка накидная 8-22А | Union nut | ГОСТ 13957-74 | Сталь 45 | Наружный диаметр трубы: 8 мм, резьба M16x1.5 (предполагаемо), S=19 мм | 2.5 ( на основе таблицы) | |
| Заглушка 2-К 1/4-22А | Plug | ГОСТ 13974-74 | Сталь 45 | Резьба K 1/4″, D=10.997 мм, d=8 мм, d1=8 мм, d2=5 мм | 0.39 |
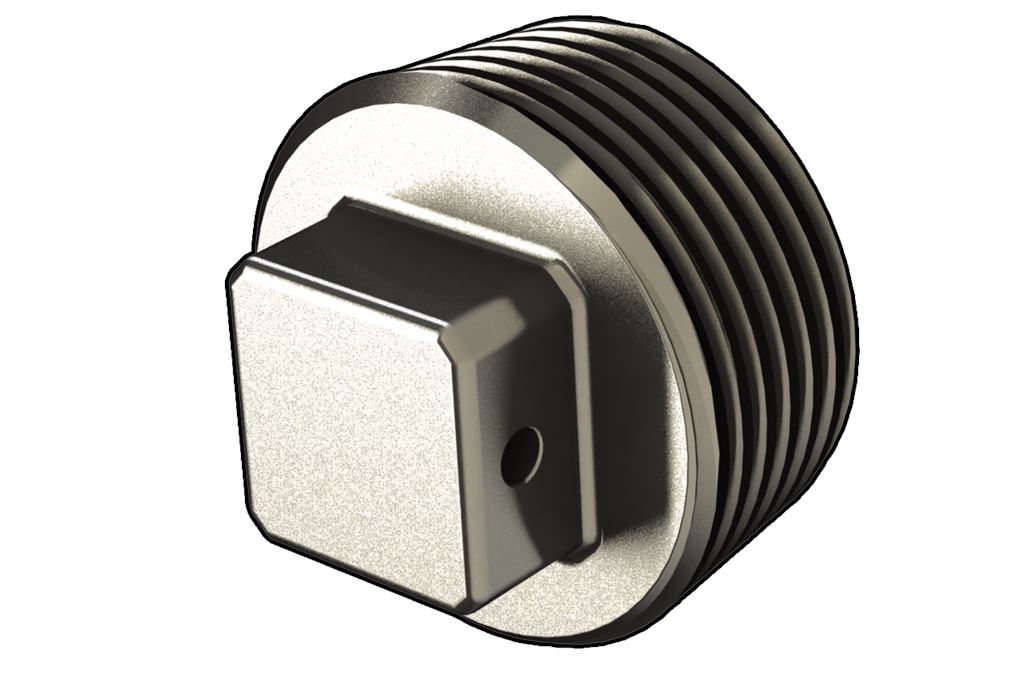 ЗАГЛУШКИ ГОСТ 13974-74
|
| Крышка 2-12-13А | Cap | ГОСТ 13976-74 | Сталь 12Х18Н9Т | D0=12 мм, d=7.0 мм, L=14.5 мм, H=11.0 мм, h=9.5 мм, t=1.0 мм | 0.72 ( на 100 шт) |
Other products GOST, OST, TU, ISO, production and sale of other
|
| Ниппель 1-12-12А | Nipple | ГОСТ 13956-74 | Сталь 14Х17Н2 | D_n=12 мм, D=15.5 мм, L=18.2 мм | 0.353 ( на 100 шт) |
 ГОСТ 34004-2016 Трубы стальные обсадные, насосно-компрессорные
|
| Ниппель 1-8-12А | Nipple | ГОСТ 13956-74 | Сталь 14Х17Н2 | D_n=8 мм, D=12.5 мм, L=14.8 мм | 0.210 ( на 100 шт) | |
| Проходник ввертной 12-13 | Screw-in adapter | ГОСТ 20195-74 | Сталь 12Х18Н9Т | D_y=12 мм, D=28.40 мм, D1=13.45 мм, l=16.70 мм | 5.5 г (на шт) |
Купить проходник ввертной ГОСТ 20195-74 производство
|
| Проходник ввертной 12-13А | Screw-in adapter | ГОСТ 20195-74 | Сталь 12Х18Н9Т | D_y=12 мм, D=28.40 мм, D1=13.45 мм, l=16.70 мм | 5.5 г (на шт) | |
| Проходник ввертной 8-13А | Screw-in adapter | ГОСТ 20195-74 | Сталь 12Х18Н9Т | D_y=8 мм, D=22.00 мм, D1=13.45 мм, l=11.50 мм | 2.7 г (на шт) | |
| Проходник прямой 12-13А | Straight adapter | ГОСТ 20188-74 | Не найдено | Не найдено | 106 г | — |
| Тройник ввертной 2-12-78-13А | Screw-in tee | ГОСТ 20199-74 | Не найдено | Не найдено | 498 г | — |
| Тройник проходной 12-13А | Pass-through tee | ГОСТ 13964-74 | Сталь | Диаметр 12 мм, резьба M20×1.5, D=19 мм, d=16 мм, L=62 мм | 948 г |
Spare parts for MI 8/17/171 ,KA 32
|
| Угольник ввертной 1-12-47-13А | Screw-in elbow | ГОСТ 20197-74 | Не найдено | Не найдено | 754 г | — |
| Угольник фланцевый 1-12-13 | Flanged elbow | ГОСТ 20189-74 | Не найдено | Не найдено | 678 г | —
 ГОСТ 16045-70 Штуцера приварные для соединений трубопроводов
|