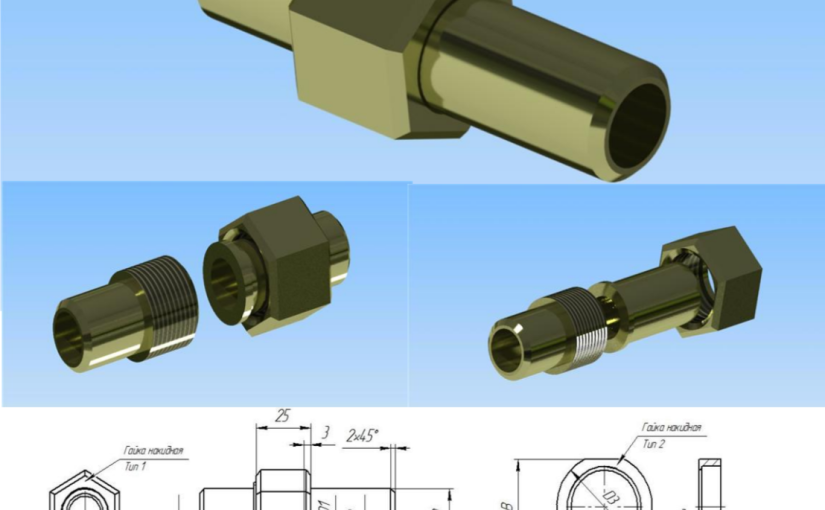
Настоящие стандарты распространяется на концы корпусных деталей с углом конуса 24° соединений трубопроводов, арматуры и гидро-пневмооборудования и на концы корпусных деталей для соединений с развальцовкой трубы с углом конуса 74° под накидные гайки.
Телефон для связи : WhatsApp.
ГОСТ 22525—77 Соединения трубопроводов резьбовые. Концы корпусных деталей под накидные гайки. Конструкция;
ГОСТ 22526—77 Соединения трубопроводов резьбовые. Концы корпусных деталей ввертные и гнезда под них. Конструкция;
ГОСТ 23353—78 Соединения трубопроводов резьбовые. Гайки накидные. Конструкция;
ГОСТ 23354—78 Соединения трубопроводов резьбовые. Кольца врезающиеся. Конструкция;
ГОСТ 23355—78 Соединения трубопроводов резьбовые. Ниппели шаровые. Конструкция;
ГОСТ 23358—87 Соединения трубопроводов резьбовые. Прокладки уплотнительные. Конструкция;
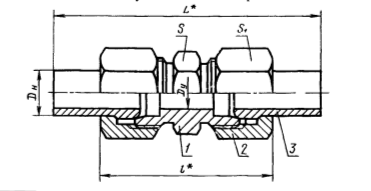
Соединения с шаровым ниппелем.
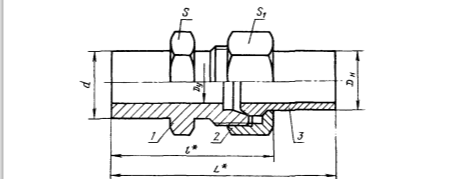
Соединение с развальцовкой трубы с углом конуса 74°.
Соединение с коническим ниппелем.
Соединение с зажимным и упорным кольцами.
Отправляйте ваши заявки на соединение трубопроводов на электронную почту или звоните по телефону:
+7 (495) 223-64-73
+7 (495) 726-11-08
E-mail: air2013@yandex.ru.
1. Настоящие стандарты распространяется на резьбовые соединения трубопроводов общемашиностроительного применения с условным проходом (номинальным размером) до 65 и наружным диаметром труб до 76 мм.
Телефон для связи : WhatsApp.
ГОСТ 21971 —76 Соединения трубопроводов резьбовые. Проходы условные (размеры номинальные). Ряды;
ГОСТ 21972—76 Соединения трубопроводов резьбовые. Номинальные (условные) давления. Ряды;
ГОСТ 21973—76 Соединения трубопроводов резьбовые. Присоединительные резьбы. Ряды;
ГОСТ 21974—76 Соединения трубопроводов резьбовые. Наружные диаметры труб и внутренние диаметры рукавов. Ряды;
Присоединительные резьбы должны выбираться из рядов:
резьба метрическая — по ГОСТ 24705—81: М8Х1; М10Х1;
М12Х 1,5; М14Х 1,5; M16 x 1,5; M18 X 1,5; М20Х1,5; М22Х1,5;
М 24Х 1,5; М 26Х 1,5; М27Х2; М30Х2; МЗЗ Х2; М36Х2; М42Х2;
М45 Х2; М48Х2; М52Х2; М56Х2; М60Х2; М68 Х2; М72Х2;
М80 Х2; М90 Х2;
резьба метрическая коническая — по ГОСТ 25229—82:
резьба трубная цилиндрическая — по ГОСТ 6357—81.
Отправляйте ваши заявки на соединение трубопроводов на электронную почту или звоните по телефону:
+7 (495) 223-64-73
+7 (495) 726-11-08
E-mail: air2013@yandex.ru.
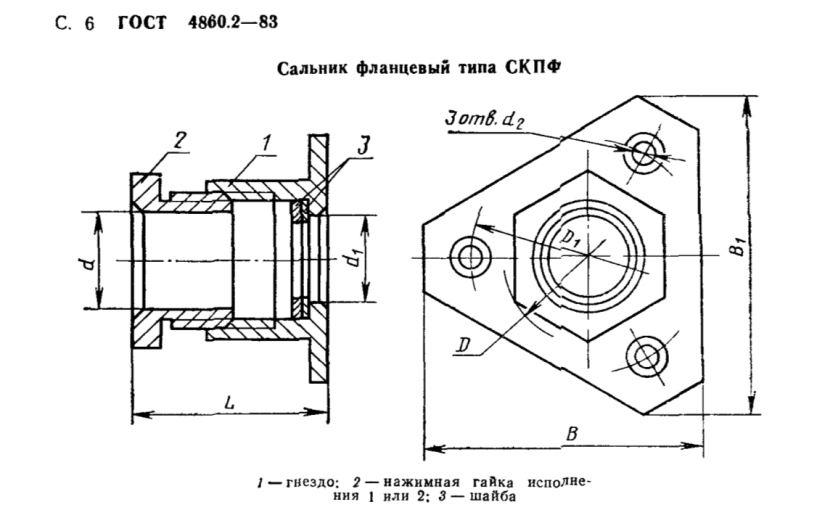
Сальники СКПТ — это привертные трубные уплотнители для герметичного ввода кабелей через трубы, обеспечивающие водогазонепроницаемость (IP54–IP68). Их импортные аналоги соответствуют международному стандарту IEC 62444 (Cable glands for electrical installations), который определяет требования к конструкции, испытаниям и производительности сальников для электрических установок. Этот стандарт охватывает метрические резьбы (IEC 60423), материалы (металл, пластик), классы защиты и механическую прочность, аналогично ГОСТ 4860. Аналоги часто сертифицированы по ATEX/IECEx для взрывоопасных зон и UL/CSA для промышленного применения.
Телефон для связи : WhatsApp.
1. Сальник трубный типа СКПТ-90 (гнездо, гайка нажимная, 2-е шайбы). С трубой к каждому СКПТ L=150мм и резьбой по 100мм. По 2 шайбы на каждую СКПТ.
2. Сальник трубный типа СКПТ-76 (гнездо, гайка нажимная, 2-е шайбы), С трубой к каждому СКПТ L=150мм и резьбой по 100мм. По 2 шайбы на каждую СКПТ.
3. Сальник трубный типа СКПТ-60 (гнездо, гайка нажимная, 2-е шайбы), С трубой к каждому СКПТ L=150мм и резьбой по 100мм. По 2 шайбы на каждую СКПТ.
4. Сальник трубный типа СКПТ-27 (гнездо, гайка нажимная, 2-е шайбы), С трубой к каждому СКПТ L=150мм и резьбой по 100мм. По 2 шайбы на каждую СКПТ.

Наша компания предлагает Вам широкий выбор резьб (черные, оцинкованные, нержавеющие, толстостенные) различных диаметров от 1/2″ (Ду 15) до 6″ (Ду 150), различной длины: от 40 мм до 6 м и с различной резьбой: NPT, G, Rc, K, UNF, UNC, НКТ, по ГОСТ 633-80, резьбы с левой резьбой, бесшовные под давления до 100 атм. собственного производства.
Телефон для связи : WhatsApp.
Патрубок с наружной резьбой G3-В из трубы 89х6,0 ГОСТ 8732-78/В 09Г2С ГОСТ 8731-74 L=100мм;
Патрубок с наружной резьбой G3-В из трубы 89х6,0 ГОСТ 8732-78/В 09Г2С ГОСТ 8731-74 L=150мм;
Патрубок с наружной резьбой G6-В из трубы 168×8,0 ГОСТ 10704-91/В-09Г2С ГОСТ 10705-80 L=200мм;
Патрубок с наружной резьбой G2-В из трубы 60×6,0 ГОСТ 8732-78/В-09Г2С ГОСТ 8731-74 L=100мм;
Патрубок с наружной резьбой G3-В из трубы 89х8,0 ГОСТ 8732-78/В-20 ГОСТ 8731-74 L=100мм;
Патрубок с наружной резьбой G6-В из трубы 168×8,0 ГОСТ 10704-91/В-09Г2С ГОСТ 10705-80 L=150мм;
Резьбы производятся из стали 20, 09Г2С, 12ХМА, 12х18н10т, 08х18н10т по ГОСТу 8969-75, по чертежам. Вся наша продукция проходит контроль ОТК и изготавливается по ГОСТам. Трубные заготовки изготавливаются различной длинны 50; 60; 70; 80; 90; 100; 120; 150; 200; 300; 500; 1000.
Отправляйте ваши заявки на изготовление на электронную почту или звоните по телефону:
+7 (495) 223-64-73
+7 (495) 726-11-08
E-mail: air2013@yandex.ru
Производство соединений американка любый диаметров от Ду 15 (1/2″) до Ду 100 (4″) . Материал для производство соединений можно использовать любой от углеродистых ( 09Г2С, 40Х, ст. 20) до коррозионностойких сталей (0812Х18Н10Т, AISI 304, 12Х18Н10Т). Тип резьбового присоединения тоже может варьироваться : конусная NPT, метрическая M, дюймовая G, под сварку т. д.
Телефон для связи : WhatsApp.
- Американка 1-2″ DN15 PN16 под приварку, конусная, углеродистая сталь;
2. Американка 3-4″ DN20 PN16 под приварку, конусная , углеродистая сталь;
3. Американка 1″ DN25 PN16 под приварку, конусная, углеродистая сталь;
4. Американка ст.20 Ду25 (1 дюйм) (вн.резьб/приварная);
5. Американка ст.20 Ду25 (1 дюйм) (наруж.резьб/привар);
Налажено производство угловых соединений Ду 15–100. Угловые американки изменяют направления трубопровода на 90 градусов. Угловые разъемные соединения выпускаются двух видов: с наружной и внутренней резьбой.
Купить соединение американка под сварку вы можете, прислав заявку на e-mail или позвонив по телефону:
+7 (495) 223-64-73
+7 (495) 726-11-08
E-mail: air2013@yandex.ru

СТО ЦКТИ 720.01-2009 — это организационный стандарт, разработанный в 2009 году ОАО «НПО ЦКТИ» (Научно-производственное объединение Центрального котлотурбинного института) совместно с ЗАО «Энергомаш (Белгород)-БЗЭМ». Он устанавливает требования к конструкции и размерам равнопроходных штампованных тройников, предназначенных для использования в трубопроводах питательной воды на тепловых электростанциях (ТЭС). Стандарт введен в действие с 1 мая 2010 года для нового проектирования трубопроводов и пришел на смену устаревшему ОСТ 108.720.01-82. Он не подлежит согласованию с Ростехнадзором, но соответствует общим нормам безопасности для опасных производственных объектов.
Телефон для связи : WhatsApp.

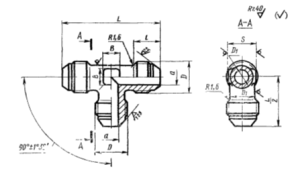
Тройник равнопроходный 16х4 ст.12Х1МФ 01 СТО ЦКТИ 720.15-2009 исп.01;
Тройник равнопроходный 16х4 Ст.20 СТО ЦКТИ 720.01-2009 исп.01 ; под приварку ;
Этот документ является частью серии стандартов СТО ЦКТИ 720.xx-2009, которые регулируют изготовление деталей трубопроводов для высоконагруженных систем энергетики. Его цель — обеспечить унификацию, надежность и совместимость элементов трубопроводов, работающих в условиях высокого давления и температуры, минимизируя риски аварий и упрощая монтаж.
Отправляйте ваши заявки на изготовление тройников по СТО ЦКТИ 720.15-2009 на электронную почту или звоните по телефону:
+7 (495) 223-64-73
+7 (495) 726-11-08
E-mail: air2013@yandex.ru