Гидравлические фитинги для соединение трубопроводов.
При монтаже трубопроводов не обойтись без фитингов. Эти элементы повсеместно применяют для соединения составляющих гидросистемы между собой, обеспечения герметичных перекрытий трубопровода. Они включают в себя несколько составляющих: корпус, гайки, соединительные кольца. Гидравлические фитинги.
Телефон для связи : WhatsApp.
Штуцерное соединение (резьбовое) используется для соединения модулей и крупногабаритных компонентов трубопроводов. Данный компонент включает в себя гайку с цилиндрическим участком резьбы, штуцер и прижимной ниппель. Неотъемлемым компонентом такого типа соединения является накидная гайка, которая наворачивается на резьбу штуцера. ШТС .
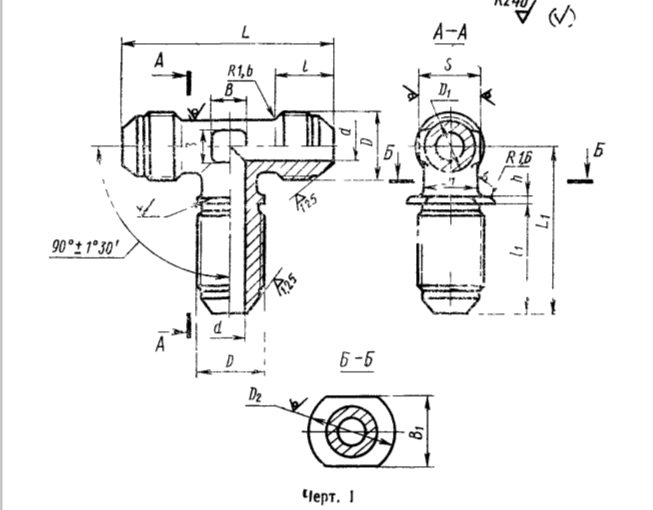
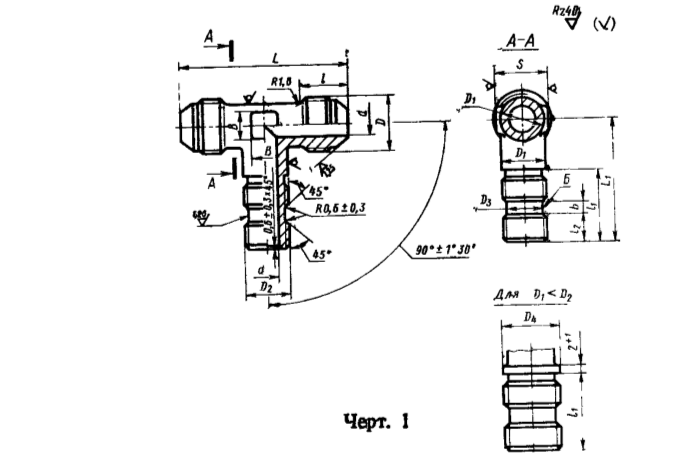
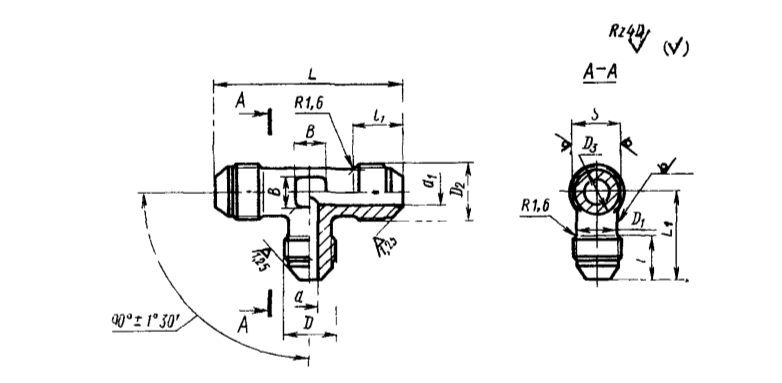
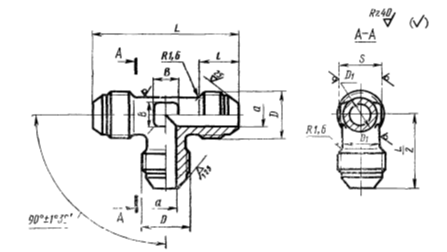
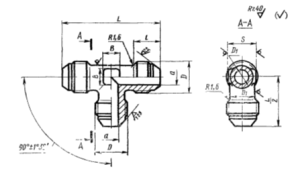
ГОСТ 13966-74 (Исполнения 1–2): Регулирует фланцевые проходные тройники для соединений по наружному конусу. Эти тройники используются для надежного соединения трубопроводов, обеспечивая герметичность при высоком давлении.
ГОСТ 20199-74: Описывает ввертные тройники с резиновым уплотнением для соединений по наружному конусу. Такие тройники применяются в системах, где требуется герметичное соединение с использованием резинового кольца для предотвращения утечек. Они подходят для трубопроводов с наружным конусом, обеспечивая надежное соединение.
Эти документы были разработаны в 1978 году для трубопроводов в авиации и содержат специфические требования к конструкциям, включая чертежи и таблицы размеров. На основе анализа доступных описаний аналогичных стандартов ОСТ 1 (для соединений трубопроводов в авиации).
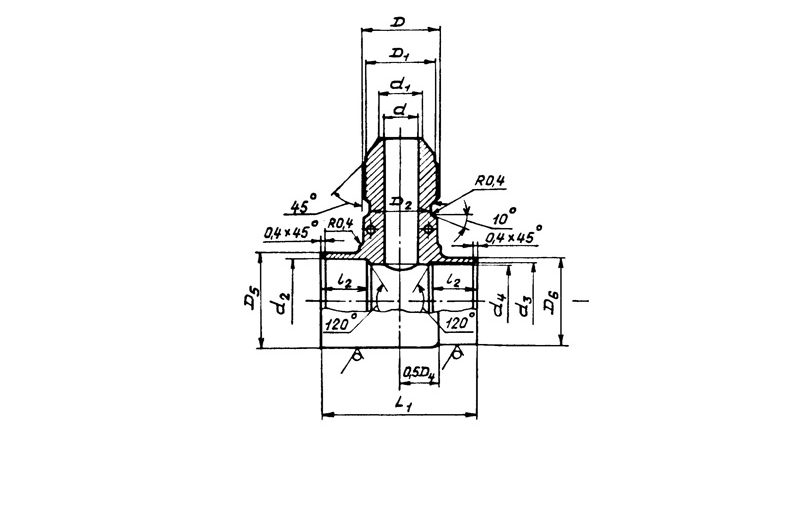
Назначение: Припайные тройники (проходные и угловые) предназначены для создания постоянных герметичных соединений в высоконагруженных трубопроводах авиационной техники (топливные, гидравлические, масляные системы). Они обеспечивают герметичность под давлением до 10–20 МПа и температурами от -60°C до +200°C (в зависимости от материала).
Конструкция: Тройники имеют форму «T» с пайкой по внутреннему или внешнему конусу. Различия между ОСТ 1 13083-78 (вероятно, проходные тройники) и ОСТ 1 13084-78 (угловые или переходные) — в ориентации ветвей (прямая vs. перпендикулярная).
Технология: Пайка мягким припоем (олово-свинцовые или серебряные припои) или твердой (для высокотемпературных применений). Требования к пайке по ОСТ 1 00021-78 (термообработка).
Материалы для припайных тройников по этим ОСТ определяются условиями эксплуатации (коррозионная стойкость, прочность, вес). Основные:
Коррозионностойкие стали: 12Х18Н10Т (аналог AISI 321), 08Х18Н10Т — для сред с агрессивными жидкостями (топливо, масла).
Углеродистые и низколегированные стали: Сталь 20, 30, 45 — для общих применений.
Титановые сплавы: ВТ3-1, ВТ5-1 — для легковесных конструкций в агрессивных средах (отжиг по группе контроля 5 ОСТ 1 00021-78).
Припои: ПОС-61 (олово-свинец), ЦАП-1 (цинк-алюминий) или серебряные для высоконагруженных соединений.
Термообработка: Отжиг или нормализация для стали; отпуск для титана. Неуказанные отклонения — по ОСТ 1 41187-78 (класс точности 5).
Размеры.
Размеры привязаны к диаметрам трубопроводов (Dн — наружный диаметр трубы). Стандарты охватывают малые и средние типоразмеры для авиации (от 4 мм до 50 мм). Ниже приведена типовая таблица размеров на основе аналогичных ОСТ 1 (например, ОСТ 1 10385-71 для проходных тройников и ОСТ 1 13678-80 для ввертных — близкие по конструкции). Для припайных тройников длина L (от торца до оси) и диаметр резьбы/конуса адаптированы под пайку.
Условный проход (Dн, мм)
Диаметр резьбы/конуса (D, мм)
Длина ветви (L, мм)
Толщина стенки (S, мм)
Масса (г, ориентир)
4
M8×1
35–40
0.8–1.0
10–15
6
M10×1
40–45
1.0–1.2
15–20
8
M12×1.25
45–50
1.0–1.5
20–25
10
M14×1.5
50–55
1.2–1.5
25–30
12
M16×1.5
55–60
1.5–2.0
30–40
15
M18×1.5
60–65
1.5–2.0
40–50
20
M20×1.5
65–70
2.0–2.5
50–60
25
M22×1.5
70–75
2.0–2.5
60–70
32
M27×2
75–80
2.5–3.0
70–80
38
M30×2
80–85
2.5–3.0
80–90
50
M36×2
85–90
3.0–3.5
90–100
Примечания к размерам:
Предельные отклонения: ±0.1 мм для обработанных поверхностей; по ОСТ 1 41187-78 для необработанных.
Угол ветви: 90° для угловых тройников (ОСТ 1 13084-78); 180° для проходных (ОСТ 1 13083-78).
Обозначение: Например, «Тройник припайной ОСТ 1 13083-78 Dн=12 мм, сталь 12Х18Н10Т».
Масса — ориентировочная, зависит от материала (титан легче на 40–50%).
Применение и особенности.
Эти тройники используются в системах самолётов и вертолётов (например, Ан-, МиГ-, Су-серии) для разветвления труб без разъёмов.
Тестирование: Герметичность по давлению (1.5×рабочее), коррозия по ОСТ 1 00007-78.
Переходные тройники, указанные в вашем запросе, относятся к стандартизированным деталям, применяемым в различных отраслях, таких как авиация, машиностроение и трубопроводные системы, для соединения трубопроводов с разными диаметрами или типами резьбы.
ГОСТ 13965-74 (Исполнения 1–5): Регулирует переходные тройники для соединений по наружному конусу. Стандарт описывает пять исполнений, которые различаются по геометрическим размерам, типам соединений или другим конструктивным особенностям. Эти тройники применяются для обеспечения герметичного соединения в системах с высокими требованиями к надежности.
ОСТ 1 (серия стандартов): Указанные ОСТ (отраслевые стандарты) описывают переходные тройники, включая варианты в сборе и с различными конструктивными особенностями:
ОСТ 1 10324-71, 10362-72, 10363-72, 10389-71, 10390-71, 10391-71, 10392-71, 10393-71, 10394-71, 10411-71, 10412-71, 10413-71, 10414-71, 10415-71, 10416-71: Эти стандарты описывают переходные тройники с различными параметрами, такими как диаметр резьбы (например, 14 мм в ОСТ 1 10363-72), тип соединения или конструктивные особенности (например, наличие дополнительных элементов в сборе).
ОСТ 1 13887-81, 13888-81, 13889-81, 13890-81: Эти стандарты также относятся к переходным тройникам, возможно, с акцентом на специфические размеры или материалы.
ОСТ 1 13857-81, 13858-81, 13859-81, 13860-81: Переходные тройники с обжимными гайками, что указывает на использование в системах, где требуется дополнительная фиксация соединения для повышения герметичности и надежности.
ГОСТ 13964-74: Стандарт на проходные тройники для соединений трубопроводов по наружному конусу.
ОСТ 1 10323-72, 10361-72, 10385-71, 10386-71, 10387-71, 10388-71, 10407-71, 10408-71, 10409-71, 10410-71, 12955-77, 12956-77, 12957-77, 13883-81, 13884-81, 13885-81, 13886-81, 14687-90: Различные отраслевые стандарты на проходные тройники, отличающиеся конструкцией, материалами или применением (например, в авиации).
ОСТ 1 13853-81, 13854-81, 13855-81, 13856-81: Проходные тройники с обжимными гайками для надежных съемных соединений.
Нормаль 5710А: Вероятно, специфический норматив на проходные тройники (детали недоступны без текста стандарта).
Производство стальных тройников, нестандартные размеры переходных тройников под высокое давление для агрессивных и высокотемпературных сред по геометрии ГОСТа 17376 сталь 20, 09Г2С, 12Х18Н10Т, 20Х13, 30 ХМА, 15 ХМ, 12Х1МФ.
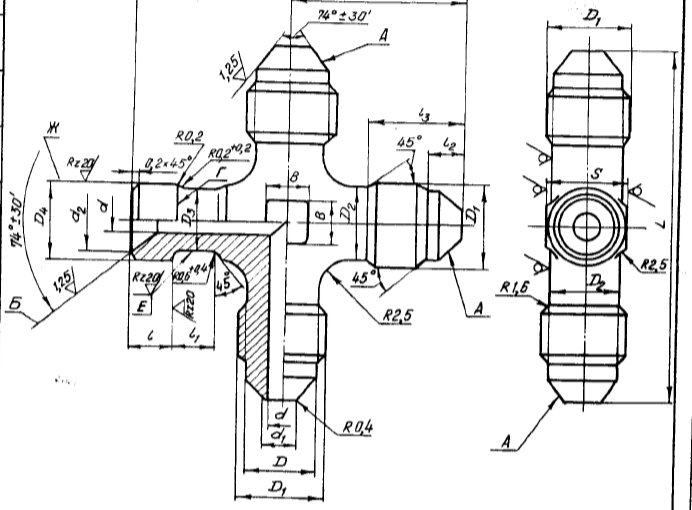
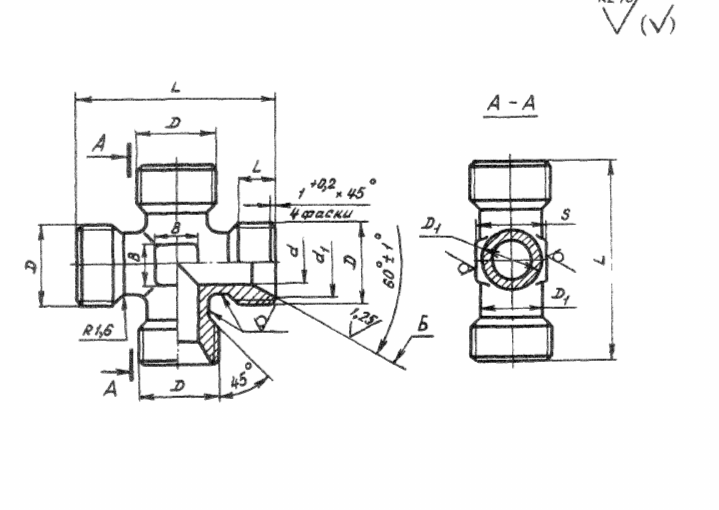
ОСТ 1 138xx-81: Крестовины с обжимными гайками и проходные.
Стандарты 1981 г. для современных гидравлических систем с обжимными гайками (для быстрого обжима труб без сварки). Диаметры 6–22 мм, давление до 250 бар.
ОСТ 1 13861-81 — 1 13864-81: Крестовины проходные с обжимными гайками. Четыре варианта по размерам и исполнениям. Обеспечивают разветвление с обжимом.
ОСТ 1 13891-81 — 1 13894-81: Крестовины проходные. Без гаек, для фиксированных соединений. Вариации по диаметрам.
Стандарты формируют основу для производства надежных крестовин в трубопроводных системах. ГОСТы обеспечивают универсальность, ОСТ — специализацию для авиации и гидравлики. Сегодня многие из них заменены или гармонизированы с международными (ISO, DIN), но остаются актуальными в РФ и СНГ для ретрофита и производства. Для детального проектирования рекомендуется обращаться к оригинальным текстам стандартов . Эти фитинги продолжают играть ключевую роль в обеспечении безопасности и эффективности промышленных систем.
ОСТ 1 103xx-71 и 1 104xx-71: Крестовины в сборе и проходные/переходные
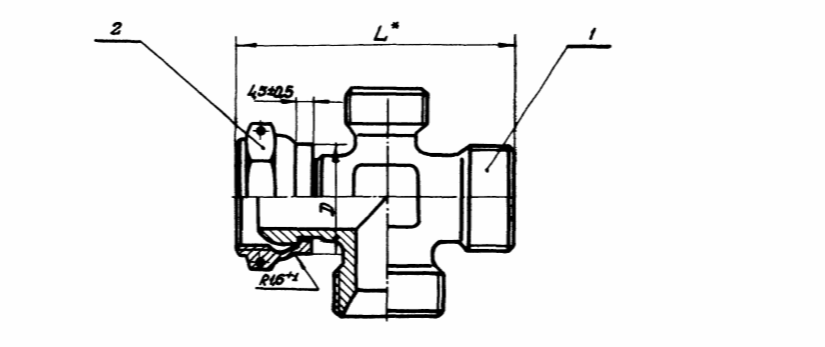
Эти стандарты (1971 г.) описывают крестовины в сборе с гайками, манжетами и уплотнителями для быстрого монтажа. Применяются в трубопроводах по внутреннему/наружному конусу. Группа ОСТ 1 103xx-71 — в сборе для переходных, ОСТ 1 104xx-71 — проходные и переходные варианты.
ОСТ 1 10395-71 — 1 10404-71: Крестовины проходные и переходные в сборе. Включают обжимные гайки и кольца. Для давлений до 100 МПа. Примеры: 10397-71 для переходных с внутренним конусом.
ОСТ 1 10417-71 — 1 10426-71: Крестовины проходные и переходные. Проходные (10417-18, 10421-22) и переходные (10419-20, 10423-26). Уточнения по размерам и исполнениям.
ОСТ 1 103xx-72: Крестовины для авиационной гидравлики по конусу.
ОСТ 1 10328-72 — 1 10371-72 — отраслевые стандарты Министерства авиационной промышленности СССР, ориентированные на высокоточные соединения в авиатехнике. Они распространяются на крестовины для трубопроводов по наружному конусу, с акцентом на легкие сплавы (ВТ3-1, ВТ6) для снижения веса. Диаметры: 1–22 мм. Конструкция включает резьбовые соединения и конусы для обжима.
ОСТ 1 10328-72: Крестовины проходные. Равнопроходные, для равных диаметров. Код для сплавов (например, 1 для ВТ6). Пример обозначения: Крестовина проходная 12-1-ОСТ 1 10328-72.
ОСТ 1 10329-72: Крестовины переходные. Для переходов диаметров, с вариантами исполнения. Пример: 3-12-ОСТ 1 10329-72 (из ВТ6).
ОСТ 1 10368-72: Крестовины проходные. Аналогично 10328-72, но с уточнениями по размерам для специфических систем.
ОСТ 1 10369-72: Крестовины переходные. По внутреннему конусу, для высоконагруженных соединений. Переходы 8-12 мм и т.д.