Давайте разберемся с углами заточки спиральных сверл. Правильный угол заточки критически важен для эффективного сверления и долговечности инструмента. Углы сверла определяют, как оно врезается в материал, как отводится стружка и как распределяется тепло. Угол заточки.
Телефон для связи : WhatsApp.
Основные углы заточки спиральных сверл:
- Угол при вершине (угол заострения, угол сверла): Это угол между режущими кромками сверла в плоскости, перпендикулярной оси сверла. Обозначается обычно как
2φили простоφ. Этот угол является наиболее важным и определяет назначение сверла для конкретного материала. - Задний угол (угол наклона задней поверхности): Это угол между задней поверхностью режущей кромки и плоскостью, перпендикулярной оси сверла. Обозначается обычно как
α. Он необходим для уменьшения трения между задней поверхностью сверла и обрабатываемым материалом. Слишком малый задний угол приводит к заклиниванию и перегреву, слишком большой – к ослаблению режущей кромки. - Угол наклона поперечной режущей кромки (перемычки): Этот угол определяет форму перемычки (поперечной режущей кромки) сверла. Угол наклона перемычки влияет на усилие подачи и центрирование сверла. Обычно он не изменяется при заточке.
- Угол наклона винтовой канавки (угол подъема спирали): Этот угол определяет угол наклона спиральных канавок, по которым отводится стружка. Он влияет на эффективность отвода стружки и прочность сверла. Обычно он не изменяется при заточке, так как задан конструкцией сверла.
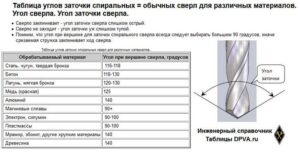
Рекомендуемые углы при вершине (2φ) для различных материалов:
| Материал | Угол при вершине (2φ), градусы | Примечания |
|---|---|---|
| Мягкие стали (низкоуглеродистые) | 118-120 | Универсальный угол, подходит для большинства сталей. |
| Среднеуглеродистые стали | 118-120 | |
| Легированные стали (высокоуглеродистые) | 130-140 | Увеличенный угол облегчает сверление твердых материалов, снижает вибрации и предотвращает сколы. |
| Нержавеющие стали | 130-140 | Важно сверлить на низких оборотах и с хорошим охлаждением, чтобы предотвратить наклеп. |
| Чугун | 118-120 | Можно использовать и меньший угол (90-100 градусов) для повышения прочности режущей кромки, особенно для серого чугуна. |
| Алюминий и сплавы алюминия | 118-140 | Для алюминия часто используют угол 130-140 градусов, иногда затачивают режущую кромку с “подточкой” (облегчением), чтобы она лучше “вгрызалась” в материал и не забивалась. |
| Медь и сплавы меди | 90-120 | Для мягкой меди часто используют меньшие углы. |
| Латунь | 118-120 | |
| Дерево (мягкие породы) | 90-100 | Меньший угол позволяет сверлу лучше центрироваться и предотвращает расщепление древесины. |
| Дерево (твердые породы) | 118-120 | |
| Пластик (мягкий) | 60-90 | Очень острый угол позволяет сверлить пластик без растрескивания. Важно сверлить на очень низких оборотах. |
| Пластик (твердый) | 90-118 |
+7 (495) 223-64-73
+7 (495) 726-11-08
E-mail: air2013@yandex.ru
Рекомендации по заднему углу (α):
- Обычно задний угол составляет 8-12 градусов.
- Для твердых материалов задний угол можно немного увеличить (до 15 градусов).
- Для мягких материалов задний угол можно немного уменьшить (до 6-8 градусов).


Важные замечания:
- Универсального угла не существует: Выбор угла зависит от конкретного материала и условий сверления.
- Заточка должна быть симметричной: Очень важно, чтобы обе режущие кромки были заточены симметрично и имели одинаковую длину и угол.
- Охлаждение: При сверлении большинства материалов необходимо использовать охлаждающую жидкость, чтобы предотвратить перегрев сверла.
- Опыт: Заточка сверл требует опыта и практики. Начинающим рекомендуется использовать специальные приспособления для заточки.
- Производители сверл: Рекомендации производителей сверл имеют приоритет.
Как определить, что угол заточен неправильно?
- Сверло плохо режет: Требуется большое усилие для сверления.
- Сверло “гуляет” по поверхности: Плохое центрирование.
- Сверло перегревается: Из-за трения.
- Образуется стружка неправильной формы: Например, толстая и рваная стружка.
- Быстрый износ сверла:
Инструменты для заточки сверл:
- Настольные точильные станки: Самый распространенный инструмент.
- Специальные приспособления для заточки сверл: Облегчают процесс заточки и обеспечивают более точные углы.
- Ручные инструменты (напильники, абразивные камни): Требуют большого опыта и сноровки.
- Станки с ЧПУ для заточки инструмента: Используются в промышленном производстве.
В заключение: Правильный выбор и заточка сверла под конкретный материал значительно повышают эффективность сверления, продлевают срок службы инструмента и обеспечивают высокое качество отверстий. Используйте таблицу как отправную точку, и не бойтесь экспериментировать для достижения оптимальных результатов.