Качественная заводская обработка деталей обеспечивает надёжность, длительную эксплуатацию, точность сборки конструкций и снижение коррозийных изменений с течением времени. В производстве существует специальные показатели, обозначающие количественную характеристику неровностей на поверхности при базовой величине длине. Шероховатость поверхности металла измеряется сверхмалыми отрезками, и задаётся нормативными документами (ГОСТы: 2789-73, 2.309-73,25142-82). Требования ГОСТ распространяются и на изделия, изготовленные из прочих материалов, вне зависимости от технологии и метода обработки.
Телефон для связи : WhatsApp.

Классификация и методы измерения
Шероховатость поверхности металла подлежит измерению на малых площадях, из-за чего базовая линия выбирается с учетом параметров снижения «волн» поверхности на изменение высотных показателей. Неровности обычно являются следствием проводимых обработок. Так, отпечаток профиля фиксируют на профилограмме, а очертания получают в процессе обследования с использованием алмазной иглы.
Для измерения неровности поверхности используют качественный и количественный методы для получения определяющих параметров, таких как:
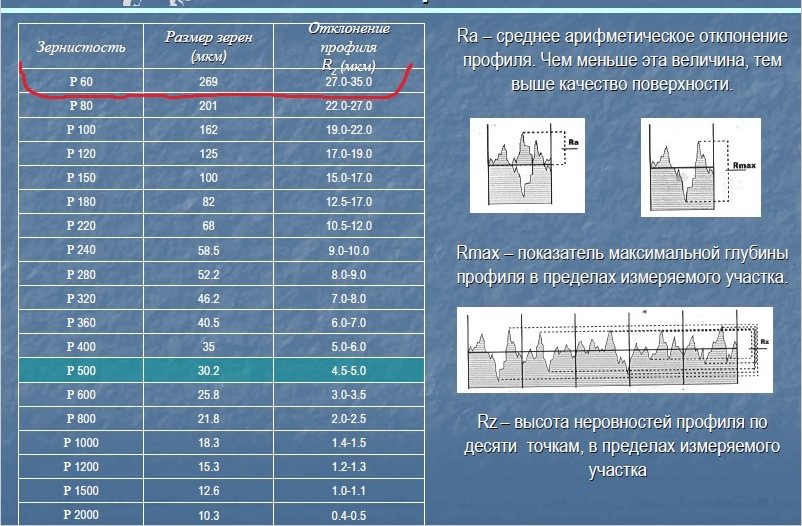
- Ra — значение исследуемого профиля с возможным отклонением, мкм;
- Rz — высота неровностей, которая измеряется в 10 основных точках (5 подъёмов плюс 5 впадин), мкм.

Определение характеристик поверхностей обрабатываемого материала происходит с помощью данных по классификации:
| Для рабочих поверхностей, осуществляющих изменение местоположения в ходе работы по отношению друг к другу (механизм двигателей, насосов и пр.) | Ra=2.5-0.16 мкм | Rz=10-0.8 мкм |
| Для установочных поверхностей, которые соприкасаются между собой, но остаются неподвижны | Ra=20-2.5 мкм | Rz=80-10 мкм |
| Для соединительных и ограничительных поверхностей, служащих покрытием для рабочих механизмов (корпус) | Ra=20-2.5 мкм | Rz=80-10 мкм |
| Органы управления механизмов | Ra=0.63-0.08 мкм | Rz=3.2-0.4 мкм |
| Поверхности, требующие спецобработки (детали внешних агрегатов, механизмов и пр.) | Ra=5.0-1.25 мкм | Rz=20-6.3 мкм |
Зная данные параметры, можно обеспечить эффективную последовательность обработки, для получения лучшего результата с одновременным снижением трудозатрат и материаллоёмкости производств.
При возникновении трудностей связанных с измерением универсального Ra-показателя, используют значение Rz.
Таблица шкуркой с какой зернистостью можно достичь требуемой шероховатости —>>>>Скачать
{kind=link}
По желанию заказчика доставка нашей продукции может осуществляться транспортными компаниями:
- «Первая экспедиционная компания»;
- «Автотрейдинг»;
- «Деловые линии».
Наш адрес: г. Москва, ул. Дубнинская д.79 офис 25/2, 2 этаж (метро Петровско-Разумовская)