БК1.1.51.02_Корпус для ПЭ
Отработка и изготовление корпуса из титанового прутка диаметром 50 мм, принципиально
соблюсти/обеспечить чистоту части поверхностей. Материал готовы предоставить. Техпроцесс обработки.
Телефон для связи : WhatsApp.
- До момента термического оксидирования.
Возможно изготовление придется делать в три этапа:
2. Возврат нам для термического оксидирования поверхностей (самостоятельно,
эту операцию мы сможем делать только летом 23)
3. Окончательная обработка.
Изготовление корпус необходимо в количестве 50 шт. (расходуем весь пруток), определяем
необходимую длину заготовки (отрабатываете режимы).
Имеется два прутка: первый длиной 1490 мм. (Вами взят в работу), второй 1635 мм. лежит
в 4 ангаре. Необходимо изготовить не менее 30 корпусов.
+7 (495) 223-64-73
+7 (495) 726-11-08
E-mail: air2013@yandex.ru
005 Отрезная – отрезается заготовка из расчета L=28 Ø50. Суммарная длина – не более 300 мм.
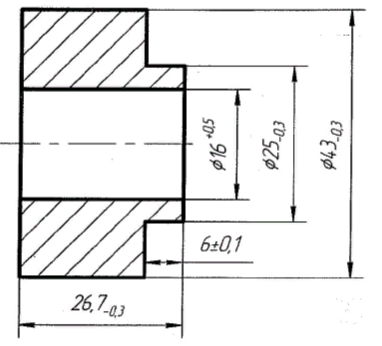
010 Токарная – точится деталь согласно эскизу:
015 Фрезерная – фрезеруется согласно чертежу прямоугольник 25 х 30 выдерживая размер
координирующий центр отверстия 13 мм. На размере 30 оставить технологический припуск 0,2…
0,3 мм со стороны, противоположной р-ру 13 Фрезеруются фаски 1 х 45°.
020 Слесарная – зачищаются заусенцы.
025 Токарная – точится деталь согласно чертежу, при этом:
– р-р Ø23+0,14 выполнить Ø23+0,092
+0,040 (техн.);
– р-ры Ø22+0,087 +0,054; Ø24-0,33; 2,8±0,2; 26; 6±0,5 выполнить с припуском 0,2 мм на сторону;
– канавку шириной 1,5 мм не точить, резьбовые отверстия не выполнять.
030 Слесарная – зачищаются заусенцы, выполняется разметка под выполнение двух обнижений
под углом 45°.
035 Фрезерная – фрезеруются обнижение под углом (45±1)°, выдерживая р-р 1 -0,25 (толщина
стенки).
040 Слесарная – зачищаются заусенцы.
045 Фрезерная – фрезеруется паз с учетом того, что на осевом р-ре 26 оставлены технологические
припуски 0,2 мм на сторону.
050 Слесарная – зачищаются заусенцы.
055 Обезжиривание – мойка в нефрасе кистью, сушка на воздухе 20-30 минут. Работа с деталями
после обезжиривания только в перчатках.
060 Контрольная – контроль размеров. Работа с деталями только в перчатках.
_________возможна остановка при невозможности выполнить оп. 065_________________
065 Обработка абразивно-струйная – обрабатываются все поверхности кроме поверхностей
центрального отверстия. Давление (1,5…2,5) атм. Работа с заготовками и деталями только в
перчатках.
_________возможна остановка при невозможности выполнить оп. 070_________________
070 Термическая – отжиг на воздухе в чистой печи (не допускается применение печей, в которых
производится нагрев деталей после закалки в масле без обезжиривания) при атмосферном
давлении, поддон – керамический при Т= (630…680) °С в течение (30-40) минут, остывание на
воздухе до температуры производственного помещения. Работа с заготовками и деталями только в
перчатках.
075 Токарная – точится деталь согласно чертежу (снимаются припуски, оставленные на оп. 025,
точится канавка шириной 1,5 мм). Работа с заготовками и деталями только в перчатках. Обработка
без маслосодержащих жидкостей.
080 Фрезерная – фрезеруется деталь согласно чертежу (снимается припуск, оставленный на оп.
015 на р-ре 30). Работа с заготовками и деталями только в перчатках. Обработка без
маслосодержащих жидкостей.
085 Слесарная – зачищаются заусенцы. Сверлятся 11 отверстий Ø2,1+0,09 (из них 4 отв. под М2,5-
6Н; 2 отв. Ø2+0,4 и в качестве разметки под М3-6Н – 3 отв. и Ø4,2 – 2 отв. согласно чертежу).
Отверстия рассверливаются, зачищаются заусенцы в отверстиях, нарезаются резьбы. Работа с
заготовками и деталями только в перчатках. Обработка без маслосодержащих жидкостей.
090 Обезжиривание – мойка в нефрасе кистью, сушка на воздухе 20-30 минут, мойка в «чистом»
(содержание масла не более 5 мг/л) нефрасе в УЗМ в течение 10-15 минут, сушка на воздухе 40-60
минут. Работа с заготовками и деталями только в перчатках.
095 Контрольная – контроль размеров согласно чертежу. Работа с заготовками и деталями только
в перчатках.
100 Упаковывание – упаковать в п/э пакеты на струне, поместить в жесткую тару, исключающую
механические повреждения поверхностей, передать для хранения в шкафу сухого хранения.
Работа с заготовками и деталями только в перчатках.