Технология обработки трапецеидальных винтов.
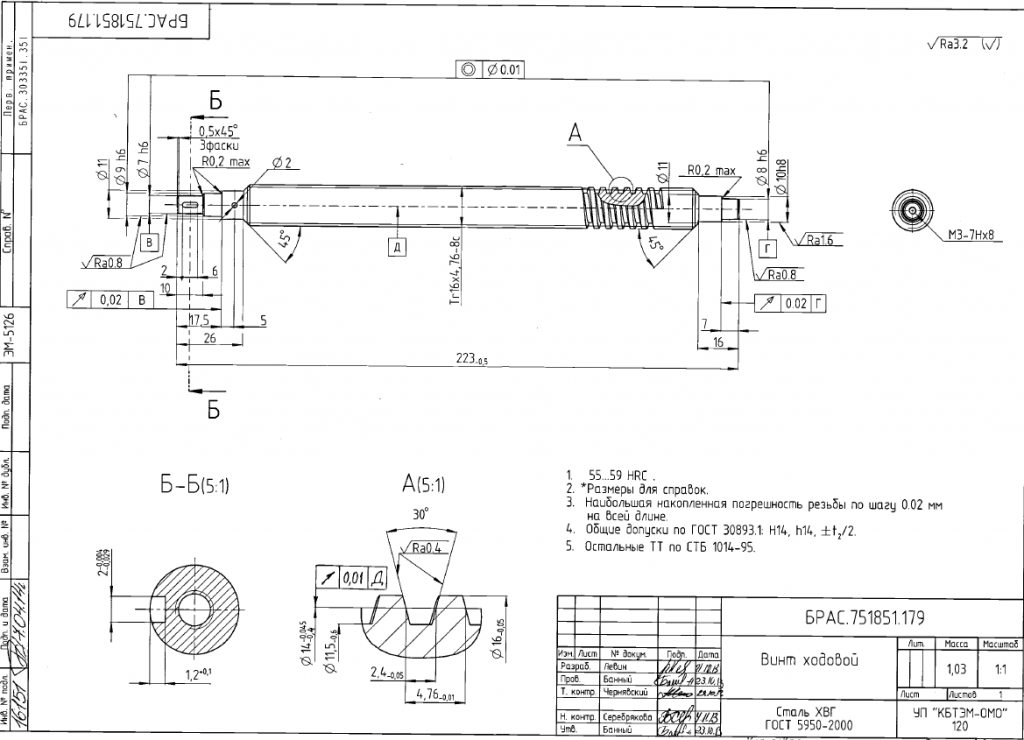
Обработка резьбы в качестве ходовых (силовых) винтов наиболее часто используются изделия с трапецеидальной резьбой. Такая форма резьбы позволяет при существенных нагрузках преобразовывать вращение винта в поступательное движение. Поскольку в этом способе передачи (винт-гайка) используется принцип трения и скольжения, трапецеидальные винты работают при сравнительно низких скоростях вращения и нуждаются в регулярном уходе.
Обработка резьбы
Телефон для связи : WhatsApp.

Технология изготовления.
Трапецеидальные винты делаются по технологии накатки резьбы. Этим достигается гладкая поверхность изделия и длительный срок службы. Обработка производится согласно стандартных либо специально рассчитанных чертежей. Наиболее распространенные диаметры изделий находятся в пределах 35-50 мм при шаге резьбы четверть и половина дюйма, а также 6 мм. Изготовление требует профессионального подхода, поскольку винты легко деформируются. На степень деформации изделий влияет качество материала и способы обработки заготовки.
Обработка заготовок.
Прутки из черного проката поступают на завод, где правятся, обтачиваются, шлифуются и полируются. Процесс шлифовки производится на бесцентрово-шлифовальных станках. После этого заготовка режется на прутки требуемой длины с припуском 1 мм. В этот момент важно не допускать прогиба заготовки, для чего применяются ролики или подставки.
Нарезание резьбы.
Черновой проход выполняется резьбо-фрезерными или токарными станками. Чистовой – токарным. Одним из способов одновременного выполнения чернового и чистового прохода является использование двух резцов, где задний на обратном ходе нарезает канавку резьбы, а передний резец создает профиль трапеции на прямом ходе. Встречаются резьбонарезные станки для нарезания точных трапецеидальных винтов. Они снабжены двумя ходовыми винтами. Первый выполняет основную часть работы, второй – снимает последние тонкие стружки.