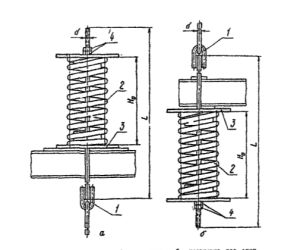
Детали и сборочные единицы опорно-подвесной системы (ОПС) для крепления трубопроводов. Они предназначены в первую очередь для тепловых электростанций (ТЭС, ТЭЦ) и атомных электростанций (АЭС).
Основное применение.
Данные элементы используются для монтажа станционных и турбинных трубопроводов (паропроводы, питательные трубопроводы, трубопроводы свежего пара, промежуточного перегрева, конденсатные, дренажные линии и т.д.).
Они компенсируют:
- Тепловые расширения трубопроводов при изменении температуры рабочей среды (до +600 °C).
- Вертикальные и горизонтальные перемещения.
- Вибрации и нагрузки от веса трубопровода, теплоносителя и изоляции.
Температурные и параметрические ограничения (в зависимости от конкретной позиции):
- Температура рабочей среды — до 600 °C.
- Для пружинных элементов — температура окружающей среды от –40 °C до +120 °C.
- Для некоторых гладких тяг (ОСТ 34-10-729) — параметры среды Ру ≤ 2,2 МПа (22 кгс/см²) и температура до 425 °C.
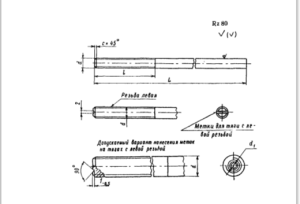
1.Тяга резьбовая 65ОСТ108.632.08-80 (ф=27, L=1000 мм, Lр=140 мм, ст. 20);
2.Тяга резьбовая 55ОСТ108.632.08-80 (ф=24, L=1000 мм, Lр=130 мм, ст. 20);
3.Тяга резьбовая 52ОСТ108.632.08-80 (ф=24, L=800 мм, Lр=130 мм, ст. 20);
4.Тяга резьбовая 51ОСТ108.632.08-80 (ф=24, L=600 мм, Lр=130 мм, ст. 20);
5.Тяга резьбовая 43ОСТ108.632.08-80 (ф=20, L=1400 мм, Lр=120 мм, ст. 20);
6.Тяга резьбовая 40ОСТ108.632.08-80 (ф=20, L=1000 мм, Lр=120 мм, ст. 20);
7.Тяга резьбовая 39ОСТ108.632.08-80 (ф=20, L=800 мм, Lр=120 мм, ст. 20);
8.Тяга резьбовая 38ОСТ108.632.08-80 (ф=20, L=600 мм, Lр=120 мм, ст. 20);
9.Тяга резьбовая 37ОСТ108.632.08-80 (ф=20, L=500 мм, Lр=120 мм, ст. 20);
10.Тяга резьбовая 36ОСТ108.632.08-80 (ф=20, L=400 мм, Lр=120 мм, ст. 20);
11.Тяга резьбовая 35ОСТ108.632.08-80 (ф=20, L=300 мм, Lр=120 мм, ст. 20);
12.Тяга резьбовая 29ОСТ108.632.08-80 (ф=16, L=1000 мм, Lр=110 мм, ст. 20);
13.Тяга резьбовая 27ОСТ108.632.08-80 (ф=16, L=800 мм, Lр=110 мм, ст. 20);
14.Тяга резьбовая 26ОСТ108.632.08-80 (ф=16, L=600 мм, Lр=110 мм, ст. 20);
15.Тяга резьбовая 25ОСТ108.632.08-80 (ф=16, L=500 мм, Lр=110 мм, ст. 20);
16.Тяга резьбовая 24ОСТ108.632.08-80 (ф=16, L=400 мм, Lр=110 мм,ст. 20);
17.Тяга резьбовая 23ОСТ108.632.08-80 (ф=16, L=300 мм, Lр=110 мм,ст. 20);
18.Тяга резьбовая 22ОСТ108.632.08-80 (ф=16, L=150 мм, Lр=110 мм,ст. 20);
19.Тяга резьбовая 20ОСТ108.632.08-80 (ф=12, L=1400 мм, Lр=100 мм,ст. 20);
20.Тяга резьбовая 16ОСТ108.632.08-80 (ф=12, L=600 мм, Lр=100 мм,ст. 20);
21.Тяга резьбовая 14ОСТ108.632.08-80 (ф=12, L=400 мм, Lр=100 мм,ст. 20);
22.Тяга резьбовая 02ОСТ108.632.08-80 (ф=10, L=300 мм, Lр=90 мм,ст. 20);
23.Тяга гладкая 2-96 ОСТ 34-10-729 (ф=24, L=1200мм, ст. 20);
24.Тяга гладкая 2-95 ОСТ 34-10-729 (ф=24, L=1000мм, ст. 20);
25.Тяга гладкая 2-91 ОСТ 34-10-729 (ф=24, L=200мм, ст. 20);
26.Тяга гладкая 2-62 ОСТ 34-10-729 (ф=20, L=400мм, ст. 20);
27.Тяга гладкая 2-63 ОСТ 34-10-729 (ф=20, L=600мм, ст. 20);
28.Тяга гладкая 2-64 ОСТ 34-10-729 (ф=20, L=800мм, ст. 20);
29.Тяга гладкая 2-65 ОСТ 34-10-729 (ф=20, L=1000мм, ст. 20);
30.Тяга гладкая 2-31 ОСТ 34-10-729 (ф=16, L=200мм, ст. 20);
31.Тяга гладкая 2-32 ОСТ 34-10-729 (ф=16, L=400мм, ст. 20);
32.Тяга гладкая 2-33 ОСТ 34-10-729 (ф=16, L=600мм, ст. 20);
33.Тяга гладкая 2-34 ОСТ 34-10-729 (ф=16, L=800мм, ст. 20);
34.Тяга гладкая 2-35 ОСТ 34-10-729 (ф=16, L=1000мм, ст. 20);
35.Тяга гладкая 2-36 ОСТ 34-10-729 (ф=16, L=1200мм, ст. 20);
36.Тяга гладкая 2-37 ОСТ 34-10-729 (ф=16, L=1400мм, ст. 20);
37.Тяга гладкая 2-38 ОСТ 34-10-729 (ф=16, L=1600мм, ст. 20);
38.Тяга гладкая 2-39 ОСТ 34-10-729 (ф=16, L=1800мм, ст. 20);
39.Тяга гладкая 2-40 ОСТ 34-10-729 (ф=16, L=2000мм, ст. 20);
40.Тяга гладкая 2-41 ОСТ 34-10-729 (ф=16, L=2200мм, ст. 20);
41.Тяга гладкая 2-42 ОСТ 34-10-729 (ф=16, L=2400мм, ст. 20);
42.Тяга гладкая 2-02 ОСТ 34-10-729 (ф=12, L=400мм, ст. 20);
43.Тяга с резьбовая с ушком 11 ОСТ108.632.03-80 (ф=16 мм, L=200 мм, Lр=110 мм).
44.Тяга с резьбовая с ушком 24 ОСТ108.632.03-80 (ф=24 мм, L=200 мм, Lр=130 мм).
45. Шпилька ф=20, L=750 мм, Lр=120 мм (с 2-х сторон), ст. 20);
46. Траверса с тягами по 06 МВН-381-63;
47. Траверса с тягами по 13 МВН-381-63;
48. Проушина 01 ОСТ 108.367.37-80 (ф=10,12 мм);
49. Проушина 02 ОСТ 108.367.37-80 (ф=16 мм);
50. Проушина 03 ОСТ 108.367.37-80 (ф=20; 24мм);
51. Серьга 1-02 ОСТ34-10-730-93 (ф=16мм);
52..Ушко 06 ОСТ 108.643.01-80 (ф27мм, ст. 20);
53.Ушко 05 ОСТ 108.643.01-80 (ф24мм, ст. 20);
54.Ушко 04 ОСТ 108.643.01-80 (ф20мм, ст. 20);
55.Ушко 03 ОСТ 108.643.01-80 (ф16мм, ст. 20);
56.Ушко 02 ОСТ 108.643.01-80 (ф12мм, ст. 20);
57.Ушко 01 ОСТ 108.643.01-80 (ф10мм, ст. 20);
58.Шайба А.24.01.08кп.016 ГОСТ 11371-78;
59.Шайба А.16.01.08кп.016 ГОСТ 11371-78;
60.Болт М12 — 6g×60.58 (S18) ГОСТ7798-70;
61.Гайка М27 ГОСТ 5915-70 сталь 35 ГОСТ 1050-74;
62.Гайка М24 ГОСТ 5915-70 сталь 35 ГОСТ 1050-74;
63.Гайка М20 ГОСТ 5915-70 сталь 35 ГОСТ 1050-74;
64.Гайка М16 ГОСТ 5915-70 сталь 35 ГОСТ 1050-74;
65.Гайка М12 ГОСТ 5915-70 сталь 35 ГОСТ 1050-74;
66.Гайка М10 ГОСТ 5915-70 сталь 35 ГОСТ 1050-74;
67.Блок пружинный 03 ОСТ108.275.58-80 (с пружиной по 03 ОСТ108.764.01-80);
68.Блок пружинный 04 ОСТ108.275.58-80 (с пружиной по 04 ОСТ108.764.01-80);
69.Блок пружинный 05 ОСТ108.275.58-80 (с пружиной по 05 ОСТ108.764.01-80);
70.Блок пружинный 07 ОСТ108.275.58-80 (с пружиной по 07 ОСТ108.764.01-80);
71.Блок пружинный 09 ОСТ108.275.58-80 (с пружиной по 09 ОСТ108.764.01-80);
72.Блок пружинный 15 ОСТ108.275.58-80 (с пружиной по 15 ОСТ108.764.01-80);
73.Блок пружинный 16 ОСТ108.275.58-80 (с пружиной по 16 ОСТ108.764.01-80);
74.Блок пружинный 17 ОСТ108.275.58-80 (с пружиной по 17 ОСТ108.764.01-80);
75.Блок пружинный опорный 03 ОСТ 108.275.60-80 (с пружиной по 03 ОСТ 108.764.01-80);
76.Блок пружинный опорный 05 ОСТ 108.275.60-80 (с пружиной по 05 ОСТ 108.764.01-80);
77.Блок пружинный опорный 06 ОСТ 108.275.60-80 (с пружиной по 06 ОСТ 108.764.01-80);
78.Блок пружинный опорный по 07 ОСТ 108.275.60-80 (с пружиной по 07 ОСТ 108.764.01-80);
79.Блок пружинный опорный по 14 ОСТ 108.275.60-80 (с пружиной по 14 ОСТ 108.764.01-80);
80.Блок пружинный опорный по 15 ОСТ 108.275.60-80 (с пружиной по 15 ОСТ 108.764.01-80);
81.Блок пружинный опорный по 17 ОСТ 108.275.60-80 (с пружиной по 17 ОСТ 108.764.01-80);
82.Блок пружинный опорный по 18 ОСТ 108.275.60-80 (с пружиной по 18 ОСТ 108.764.01-80);
83.Блок пружинный для опор по 01 ОСТ 108.275.69-80 (с пружиной по 04 ОСТ 108.764.01-80);
84.Блок пружинный для опор по 03 ОСТ 108.275.69-80 (с пружиной по 06 ОСТ 108.764.01-80);
85.Блок пружинный для опор по 11 ОСТ 108.275.69-80 (с пружиной по 10 ОСТ 108.764.01-80);
86.Блок пружинный для опор по 10 ОСТ 108.275.69-80 (с пружиной по 09 ОСТ 108.764.01-80);
87.Блок пружинный для опор по 22 ОСТ 108.275.69-80 (с пружиной по20 ОСТ 108.764.01-80);
88.Блок пружинный для опор по 23 ОСТ 108.275.69-80 (с пружиной по21 ОСТ 108.764.01-80);
89.Блок пружинный опорный 09 МВН1785-64 (с пружиной по 09 МВН 049-63);
90.Блок пружинный 09 МВН045-63 (с пружиной по 09 МВН 049-63);
91.Блок пружинный 21 МВН045-63 (с пружиной по 19 МВН 049-63);
92.Блок хомутовый с опорной балкой 04 ОСТ 108.275.54-80
93.Пружина 07 МВН 049-63;
94.Пружина 08 МВН 049-63;
95.Пружина 09 МВН 049-63;
96.Пружина 10 МВН 049-63;
97.Пружина 14 МВН 049-63;
98.Пружина 15 МВН 049-63;
99.Пружина 17 МВН 049-63;
100. Пружина 19 МВН 049-63;
101. Пружина 20 МВН 049-63;
102. Пружина 21 МВН 049-63;
103. Упор 133-04 ОСТ 108.386.01-80 (сталь 15Х1М1Ф);
104. Неподвижная опора 133-ВП-АС2-09Г2С ОСТ36-146-88;
105. Блок хомутовый с траверсой 06 ОСТ 108.275.65-80;
106. Блок хомутовый с траверсой 08 ОСТ 108.275.65-80;
107. Хомутовый блок с траверсой 05 ОСТ 108.275.64-80;
108. Хомутовый блок с траверсой 09 ОСТ 108.275.64-80;
109. Блок хомутовый для вертикальных трубопроводов по 05 ОСТ 108.275.56-80;
110. Блок хомутовый 04 ОСТ 108.275.56-80;
111. Блок хомутовый 05 ОСТ 108.275.56-80;
112. Швеллер №12, L=1200 мм;
113. Швеллер №12, L=3000 мм;
114. Швеллер №12, L=2500 мм;











