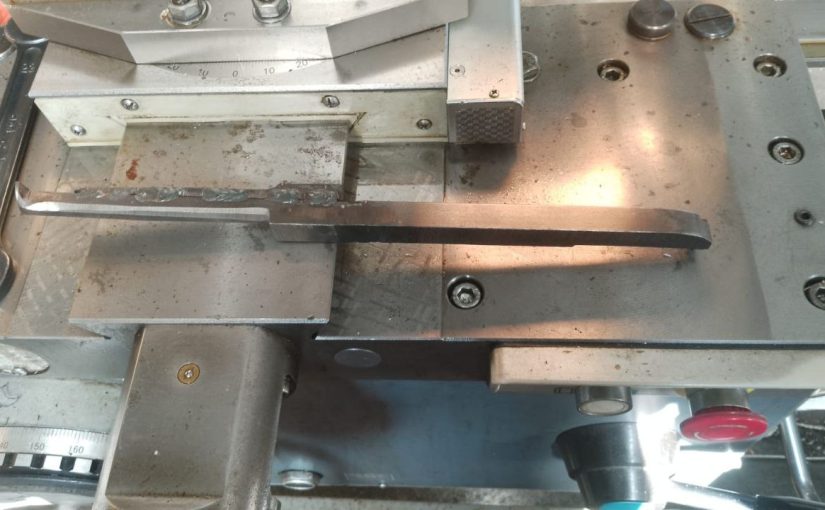
резцы для нарезания трапецеидальной резьбы Tr30×6.
В механике и станкостроении трапецеидальная резьба играет ключевую роль в механизмах с высокой нагрузкой, таких как ходовые гайки в прецизионных приводах, станках с ЧПУ или гидравлических системах. Внутренняя трапецеидальная резьба Tr30×6 (номинальный диаметр 30 мм, шаг 6 мм) с длиной нарезки 160 мм требует особого подхода к инструментам, поскольку стандартные пластинчатые резцы в державках не всегда обеспечивают необходимую жесткость и точность из-за глубокого профиля и протяженности обработки. В таких случаях оптимальным решением становится изготовление нестандартных монолитных резцов из быстрорежущей стали (HSS), таких как Р6М5 или Р9К5. Эти материалы сочетают высокую твердость (до 62–65 HRC после термообработки) с хорошей вязкостью, что позволяет эффективно нарезать резьбу в бронзовых или стальных гайках без чрезмерного износа.
Телефон для связи : WhatsApp.
Этапы изготовления резцов, учитывая специфику профиля трапецеидальной резьбы по ГОСТ 9563-60 (угол профиля 30°, высота 3 мм для Tr30×6). Подход ориентирован на мелко- и среднесерийное производство, где кастомизация инструмента обеспечивает экономию времени и повышение качества.
Характеристики резьбы и требования к резцу.
Трапецеидальная резьба Tr30×6 предназначена для передачи больших усилий с минимальным трением, что критично для ходовых гаек в длину 160 мм. Основные параметры:
- Номинальный диаметр (d): 30 мм.
- Шаг (P): 6 мм.
- Внутренний диаметр канавки: около 24 мм (учитывая высоту профиля 3 мм).
- Угол профиля: 30°.
- Длина нарезки: 160 мм, что требует резца с удлиненной рабочей частью (минимум 180–200 мм общей длины) для стабильной подачи.
Стандартные державки для сменных пластин (например, по ГОСТ 18885-73) не подходят из-за ограниченной жесткости при глубокой внутренней обработке: вибрации приводят к браку профиля, а пластины (типа 16NR или PSTIR) не обеспечивают точного соответствия нестандартным геометриям. Нестандартный резец должен быть монолитным, с цельной режущей частью, чтобы минимизировать прогиб и обеспечить равномерную подачу на глубину 3 мм за 4–8 проходов.
Требования к резцу:
- Передний угол (γ): 6–12° для снижения сопротивления резанию в бронзе или стали.
- Задний угол (α): 8–12° для предотвращения налипания стружки.
- Угол в плане (ρ): 1–2° для чистовой обработки.
- Допуск на профиль: не более 0,05 мм для прецизионных гаек.


Выбор материала: Быстрорежущая сталь
Быстрорежущая сталь (HSS) — идеальный выбор для нестандартных резцов благодаря способности выдерживать высокие температуры (до 600°C) без потери твердости. Рекомендуемые марки:
- Р6М5 (6% W, 5% Mo): Универсальная, для нарезки в цветных металлах; твердость после отпуска 62–64 HRC.
- Р9К5 (9% W, 5% Co): Для более жестких условий, с повышенной красностойкостью.
Преимущества HSS перед твердо-сплавами: Легкость в заточке и ремонте на месте, что актуально для нестандартных форм. Заготовки поставляются в виде прутков диаметром 12–16 мм (в зависимости от сечения резца 12×12 или 16×16 мм).
Этапы изготовления нестандартного резца.
Изготовление резца — многостадийный процесс, сочетающий ковку, механическую обработку и термообработку. Общая длительность для партии из 5–10 шт. — 4–6 часов на станке. Ниже приведена последовательность шагов, адаптированная для профилированного резьбового инструмента.
1. Подготовка заготовки.
- Вырезать пруток HSS длиной 200–250 мм (с запасом на шлифовку).
- Отжиг в печи при 850–900°C с выдержкой 1–2 часа, последующим охлаждением в песке для снятия внутренних напряжений.
- Ковка (опционально): Легкая для улучшения структуры, при 1100–1200°C, с последующим нормализацией.
2. Формирование стержня и режущей части.
- На токарном станке обточить стержень до сечения 12×12 мм (для Tr30×6 подходит квадратное сечение для жесткости).
- Фрезеровка канавки: Использовать профильный фрезерный станок для создания задней поверхности и фаски под углом α=10°. Глубина канавки — 2–3 мм.
- Напайка (если нужно): Для усиления — приварить стыковой сваркой дополнительный слой HSS на режущую кромку, но для монолитных резцов это не обязательно.
3. Профилирование режущей кромки.
- На шлифовальном станке с шаблоном (по ГОСТ 18876-73) сформировать трапецеидальный профиль: угол 30°, высота 3 мм, с радиусом на вершине 0,2–0,3 мм для снижения концентрации напряжений.
- Установка углов: Передний угол γ=8° шлифовкой передней поверхности; основной угол в плане 90° для прямой подачи.
- Это ключевой этап для нестандартности: Шаблон изготавливается индивидуально по чертежу резьбы, чтобы учесть длину 160 мм и возможные вибрации.
4. Термообработка.
- Закалка: Нагрев до 1220–1250°C (для Р6М5), выдержка 2–3 мин, охлаждение в масле или на воздухе.
- Отпуск: 2–3 раза при 550–560°C с выдержкой 1 час, для стабилизации твердости 62 HRC.
- Криогенная обработка (опционально): Заморозка при -196°C для повышения износостойкости на 20–30%.
5. Заточка и доводка.
- Финальная заточка на алмазном круге: Довести кромку до остроты Ra 0,4 мкм.
- Проверка: Использовать оптический микроскоп или шаблон для контроля профиля; допуск на угол — ±0,5°.
- Маркировка: Нанести обозначение (например, «Tr30×6 ВН») электрохимическим способом.
| Этап | Оборудование | Время (на 1 шт.) | Контроль |
|---|---|---|---|
| Подготовка заготовки | Токарный станок, печь | 10–15 мин | Визуальный осмотр |
| Формирование | Фрезерный/шлифовальный станок | 20–30 мин | Штангенциркуль |
| Профилирование | Шлифовальный станок с шаблоном | 15–20 мин | Шаблон профиля |
| Термообработка | Печь, масло | 1–2 часа (партия) | Твердомер |
| Заточка | Алмазный круг | 5–10 мин | Микроскоп |
Применение и контроль качества.
Готовый резец устанавливается в токарный станок с суппортом для резьботочения. Режимы для бронзовой гайки: скорость 30–50 м/мин, подача 6 мм/об, глубина за проход 0,3 мм, СОЖ — эмульсия 5%. Для длины 160 мм рекомендуется фиксировать гайку в люнете, чтобы избежать биения.
Контроль: После нарезки 5–10 гаек измерять профиль микрометром или резьбовым калибром; износ кромки не более 0,1 мм после 20 м резьбы. Если стандартные державки не подходят, такие резцы продлевают срок службы на 30–50% за счет жесткости.
Отправляйте ваши заявки на нарезание трапецеидальной резьбы на электронную почту или звоните по телефону:
+7 (495) 223-64-73
+7 (495) 726-11-08
E-mail: air2013@yandex.ru
Изготовление нестандартных резцов из быстрорежущей стали для внутренней трапецеидальной резьбы Tr30×6 — это баланс между точностью и экономичностью, особенно для ходовых гаек длиной 160 мм. Такой подход позволяет обойти ограничения серийных инструментов, обеспечив высокую производительность и качество. Внедрение на производстве требует квалифицированных технологов, но окупается за счет снижения брака. Для дальнейшей оптимизации рекомендуется моделирование в CAD (например, SolidWorks) для виртуальной проверки профиля. Если вы занимаетесь подобными проектами, экспериментируйте с добавлением покрытий (TiN) для удлинения ресурса.